技术有限公司")

在液冷散热系统中,水冷板的质量直接决定整个系统的可靠性与寿命。本文深度对比搅拌摩擦焊(FSW)、真空钎焊和隧道炉焊接三种主流工艺,用具体数据分析何者质量更稳定。
随着5G、人工智能、高性能计算及新能源汽车的飞速发展,电子设备的功率密度激增,液冷散热已成为不可或缺的解决方案。水冷板作为液冷系统的核心导热部件,其内部流道的密封性、强度与长期可靠性至关重要。
关键事实:一旦焊接处发生泄漏或失效,将导致灾难性后果。
在众多制造工艺中,搅拌摩擦焊、真空钎焊和隧道炉焊接最为常见。但对于追求极致稳定性的您来说,究竟该如何选择?
| 评估维度 | 真空钎焊 | 搅拌摩擦焊 | 隧道炉焊接 |
|---|---|---|---|
| 量产合格率 | (通常 >98%) | (约95%-98%) | (依赖于操作与设计) |
| 焊缝强度 | 高 (达母材80-90%) | 极高 (达母材90%以上) | 中等至高 (依赖于钎料) |
| 密封耐压性 | 极佳 (常规 >10 Bar,最高可达数十Bar) | 优良 (组织致密,无气孔) | 良好 (但对缺陷敏感) |
| 变形控制 | 优异 (炉内均匀加热,变形极小<0.1%) | 良好 (局部高温,热输入低) | 一般 (对复杂结构易变形) |
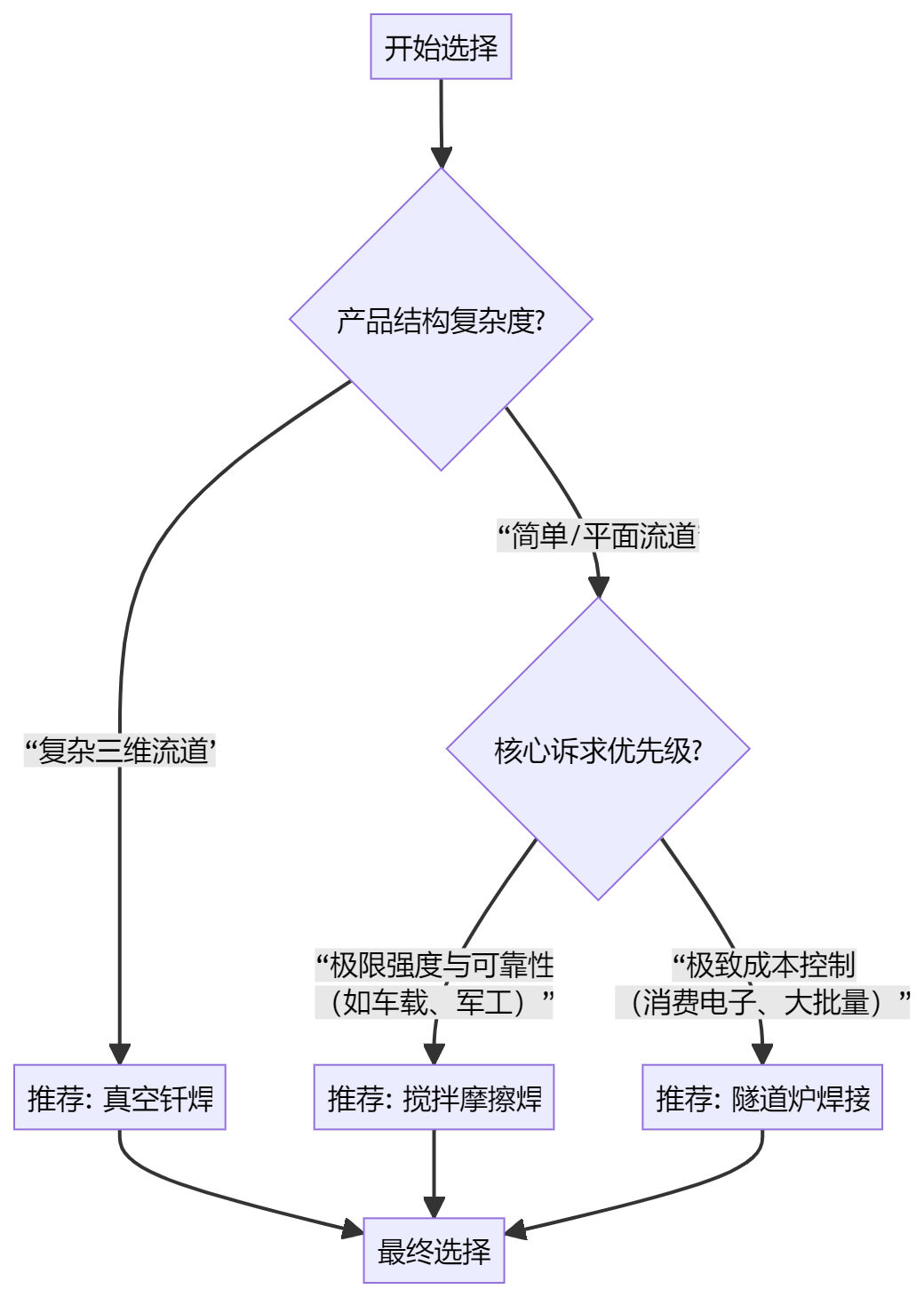
| 流道适应性 | 完美 (适合复杂三维蛇形流道) | 受限 (最适合直线/二维平面流道) | 受限 (适合结构简单件) |
从批量生产的质量稳定性、一致性和高合格率来看,真空钎焊无疑是王者。其接近100%的母材结合率和极低的变形量,使其成为高可靠性应用的首选。
复杂设计与高可靠的典范
在高度真空的环境下,通过熔点低于母材的钎料熔化,毛细作用填充缝隙,实现冶金结合。
对零件清洁度、装配间隙和钎料放置精度要求极为苛刻;设备初始投资高。
超高强度的代表
通过高速旋转的搅拌头扎入焊缝,摩擦产热使材料呈塑性状态,并将其机械性地"搅"在一起。
焊接末端会留下"匙孔",需额外处理;对复杂三维结构的适应性差;设备刚性要求高。
成本优先的量产方案
在充满保护气体的连续隧道式炉体中,对工件进行加热钎焊,实现连续式生产。
炉内气氛控制和温度均匀性是质量关键,易产生氧化或钎合不良;对产品设计的普适性较低。
您的水冷板项目面临怎样的技术挑战?是复杂的流道设计,还是严苛的振动环境?欢迎随时联系我们的技术专家团队,我们将根据您的具体需求,为您提供最专业的焊接工艺解决方案和免费技术咨询。
隆源高科(北京)技术有限公司官网欢迎您! 这里只展示了部分资料和信息,获得更多的资料马上拿起电话和工程师取得联系!或者留下您的需求和联系方式我们会尽快和您联系!
 全国服务热线13051970824
全国服务热线13051970824  联系QQ2146371628
联系QQ2146371628  联系邮箱2146371628@qq.com
联系邮箱2146371628@qq.com  公司地址北京市经济技术开发区康定街甲6号A座315号
公司地址北京市经济技术开发区康定街甲6号A座315号 
 全国服务热线
全国服务热线