技术有限公司")


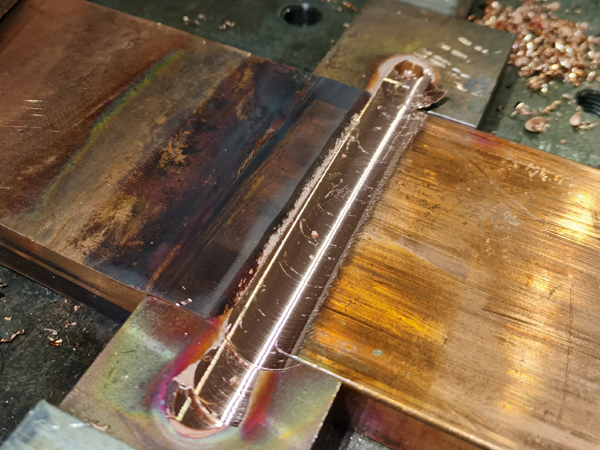
搅拌摩擦焊工艺特别适用于接合低熔点的有色金属和混合连接。尤其是对
铜或铝材质的水冷板的焊接,其优点更为突出。相对传统熔焊,搅拌摩擦焊具
有焊接接头质量高能达到焊缝强度与基体材料等强度,焊接效率高、质量稳定
、一致性好。搅拌摩擦焊相较传统熔焊很大的不同点在于整个焊接过程中,待
焊金属获得能量升高达到的温度并没有达到其熔点,即金属是在热塑性状态下
实现的类锻态固相连接。

搅拌摩擦焊通常由如下四个步骤构成:
1、机械能转化为热能;
2、材料塑性变形;
3、热塑性下的锻压力;
4、分子间扩散再结晶。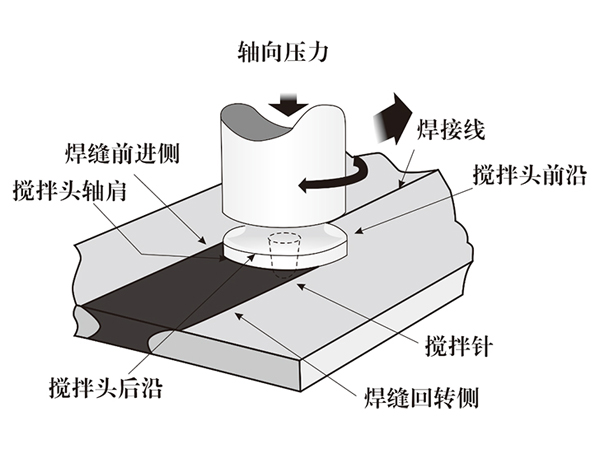
搅拌摩擦焊的焊接原理是在压力作用下,是在恒定或递增压力以及扭矩的
作用下,利用焊接接触端面之间的相对运动在摩擦面及其附近区域产生摩擦热
和塑形变形热,使及其附近区域温度上升到接近但一般低于熔点的温度区间,
材料的变形抗力降低、塑性提高、界面的氧化膜破碎,在顶锻压力的作用下,
伴随材料产生塑性变形及流动,通过界面的分子扩散和再结晶而实现焊接的固
态焊接方法。
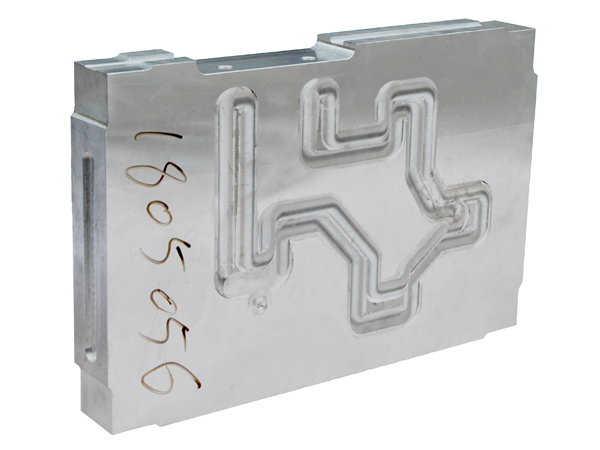
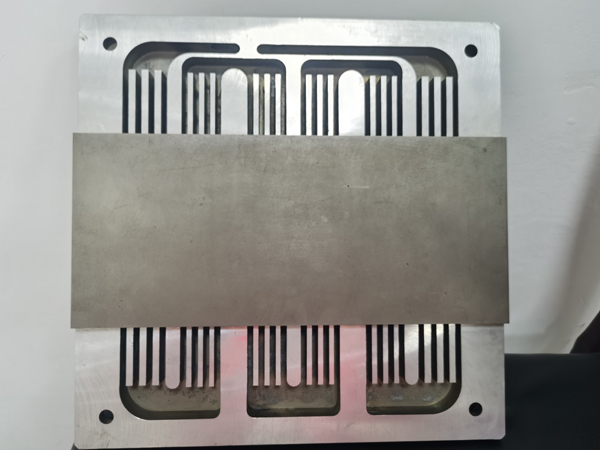
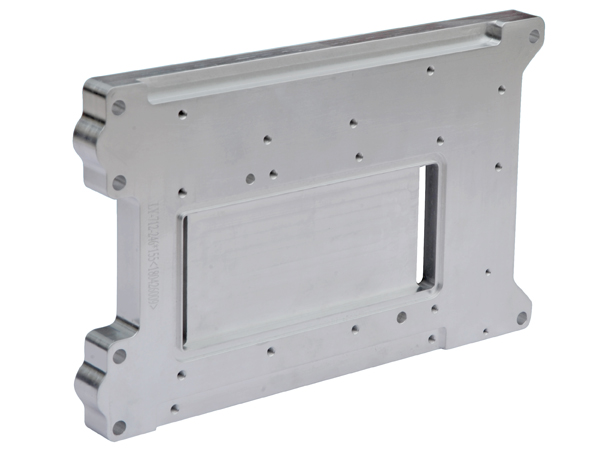
隆源凭借多年在水冷板的密封焊接中积累了更多的经验,可以调节不同的
加工参数而满足加工零件不同的加工要求。作为水冷板加工的重要工序,先后
购进拥有不同规格和加工速度的龙门式焊机多台套。加工行程:1500*1000mm
/2500*1500mm 焊接深度:16mm龙门式搅拌摩擦焊设备,可实现全数控自动化
焊接,焊缝为任意二维曲线,焊接质量稳定可靠,焊缝均匀一致,可焊接工件的
上限长度为2300mm,上限宽度为1400mm,厚度为1~16mm。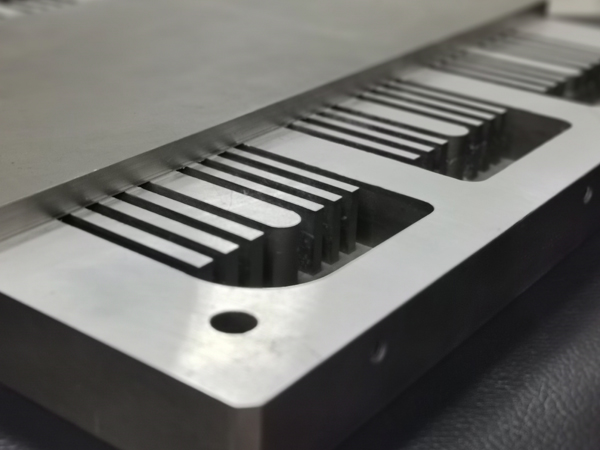

隆源高科(北京)技术有限公司官网欢迎您! 这里只展示了部分资料和信息,获得更多的资料马上拿起电话和工程师取得联系!或者留下您的需求和联系方式我们会尽快和您联系!
 全国服务热线13051970824
全国服务热线13051970824  联系QQ2146371628
联系QQ2146371628  联系邮箱2146371628@qq.com
联系邮箱2146371628@qq.com  公司地址北京市经济技术开发区康定街甲6号A座315号
公司地址北京市经济技术开发区康定街甲6号A座315号