技术有限公司")

真空钎焊和气体保护的钎焊原理基本上一样,都是采用比母材熔点低的金属材料作钎料,将
焊件(母材)与钎料加热到高于钎料熔点,但低于母材熔点的温度,利用液态钎料润湿母材,填充接
头间隙,并与母材相互扩散而实现连接焊接
真空钎焊需要炉内达到近似真空状态(3.5*10 Pa)再升温钎焊,钎焊材料使用的是4004材料,
其焊料中含有(1.0~2.0%)镁(Mg) ,钎焊过程中冲破工件表面的氧化膜(AL2O3),起到焊接
效果。真空钎焊对零件之间的配合精度要求比较高,要求在0.05mm以下,否则钎焊就会虚焊。真
空钎焊对于有大多为水平焊缝并同时参有竖焊缝的产品中的竖焊缝,控制配合间隙难,有可能会导
致竖焊缝的质量隐患,遇到这样结构时需要慎重考虑。真空钎焊强度比较高,一般能达到60KG以上
,清洁度比较高可以达到5mg以下,产品外观比较亮有金属光泽。因为每炉需要抽真空和升温过程,
生产效率较低产品失效后不能返工,只能报废,所以质量成本也高
气体保护焊在钎焊过程中主要是通过充氮气保护的方式进行钎焊的。钎焊材料使用的是4047材
料,焊料中没有镁(Mg)含量,是通过助焊剂来破除铝合金表面的氧化膜(AL2O3)达到焊接的效
果。气体保护焊对零件的精度要求不高,一般间隙在0.2mm以内,其助焊剂均可以填充。气体保护
钎焊借助于助焊剂增加钎焊料的流动性而使得水平焊缝和竖焊缝都能有效保证。气体保护钎焊强度
一般只能满足一般客户要求,一般强度在30KG左右,清洁度很难保证,产品外观比较暗淡。因为
不需抽真空和升温过程,可以连续生产,生产效率高产品失效后还可返工处理,所以成本也低。
两种钎焊工艺手段各有特点,针对不同产品结构和品控要求选择合适的才是较优化的方案,
隆源在多年为军工和航天领域提供液冷机箱液冷板的产品的过程中积淀了丰富的经验,有能力提供
更高品质更优化工艺的水冷散热产品。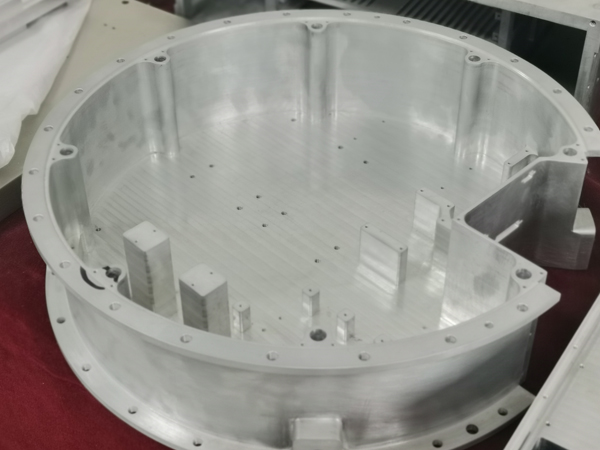




隆源高科(北京)技术有限公司官网欢迎您! 这里只展示了部分资料和信息,获得更多的资料马上拿起电话和工程师取得联系!或者留下您的需求和联系方式我们会尽快和您联系!
 全国服务热线13051970824
全国服务热线13051970824  联系QQ2146371628
联系QQ2146371628  联系邮箱2146371628@qq.com
联系邮箱2146371628@qq.com  公司地址北京市经济技术开发区康定街甲6号A座315号
公司地址北京市经济技术开发区康定街甲6号A座315号